Introduction
Internal clearance is one of the most misunderstood yet critical parameters in bearing selection. Choose the wrong clearance class, and your bearing will either overheat from excessive preload or vibrate from excessive slop. This guide explains what radial internal clearance (RIC) means, what each clearance class (C2 through C5) is designed for, and how to select the right one for your application — whether it’s a precision spindle running at 30,000 RPM or a conveyor roller operating at 200°C.
What Is Internal Clearance?
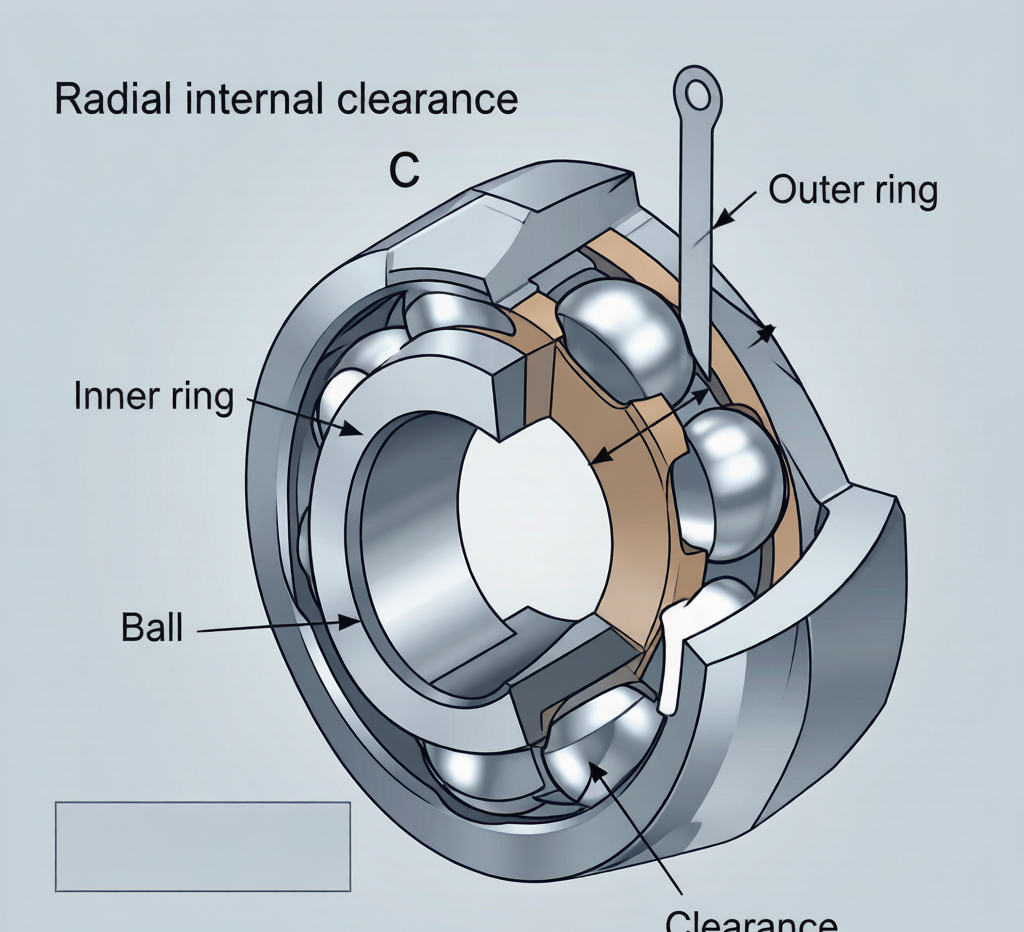
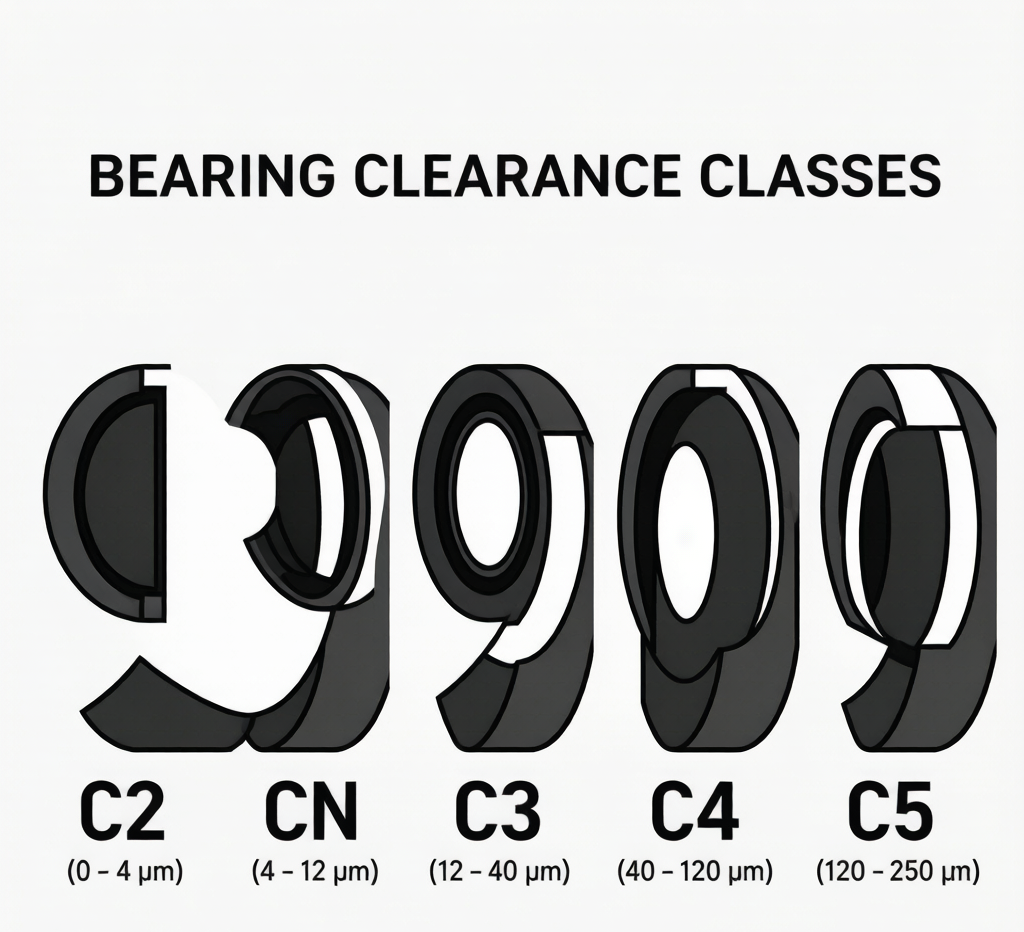
Radial internal clearance (RIC) is the total distance one ring can move relative to the other in the radial direction — essentially, the play inside the bearing before it’s mounted. It’s measured in micrometers (µm) and defined by the standard bearing designation code suffix:
| Clearance Class | Suffix | Typical Range (6205 example) | When to Use |
|---|---|---|---|
| Less than Normal | C2 | 1-11 µm | High precision, low thermal growth applications |
| Normal | CN (or no suffix) | 5-20 µm | Standard conditions: normal fits, moderate temperature |
| Greater than Normal | C3 | 13-28 µm | Interference fit on shaft, elevated operating temperature |
| Greater than C3 | C4 | 23-36 µm | High temperature, heavy interference fit, or both |
| Greater than C4 | C5 | 35-45 µm | Extreme conditions: very high temperature + heavy interference |
Note: Exact RIC values vary by bore diameter and bearing series. Always consult the manufacturer’s datasheet for your specific bearing number.
CN (Normal) Clearance: The Default Choice
CN clearance is the standard, and it works for the majority of applications where:
- The shaft fit is a transition or light interference fit (j5, j6, k5, k6)
- The housing fit is a clearance or transition fit (H7, J7)
- Operating temperature is below 80°C with normal heat dissipation
- Both shaft and housing are steel (similar thermal expansion rates)
CN bearings account for roughly 70% of all bearing sales. If you’re unsure what clearance to specify, CN is your starting point — but read on to know when you need more.
C3 Clearance: The Most Common “Upsize”
C3 is by far the most commonly specified non-standard clearance, and here’s why: interference fit on the shaft reduces internal clearance by approximately 80% of the interference amount. If you’re mounting a bearing on a shaft with 0.015mm interference (a typical k6 fit for a 30mm shaft), you lose about 12µm of clearance just from the fit alone.
Add temperature effects — a 50°C temperature difference between the inner ring (hot, from shaft conduction) and the outer ring (cooler, from the housing) — and you lose another 5-10µm from differential thermal expansion. That’s why most electric motor applications specify C3 clearance as standard: the shaft fit plus motor operating temperature pushes CN clearance into negative territory (preload), causing overheating and early failure.
C2 Clearance: Precision and High-Speed Applications
C2 provides tighter radial play than CN. It’s specified when:
- The application demands very low runout (machine tool spindles, measuring equipment)
- The bearing runs at very high speed (DN > 500,000), where centrifugal force on the balls increases clearance during operation
- You want minimal shaft deflection under load
However, C2 bearings are much less forgiving of fit or temperature mismatches. A C2 bearing installed with a tight interference fit will almost certainly end up in negative clearance (preload), leading to rapid heat generation and seizure.
C4 and C5: Extreme Conditions
C4 and C5 clearances are reserved for applications where both tight fits AND high temperatures are present:
- Steel mill rollers — shaft interference fit + 150°C+ operating temperature
- Kiln support rollers — radiant heat from the shell heats the inner ring
- Paper machine dryer rolls — steam-heated rolls that transfer heat to the bearing
- Vibrating screens — heavy interference fit for retaining the bearing on a vibrating shaft, plus elevated temperature
C4 is relatively common in heavy industry. C5 is rare and typically special-order. If you think you need C5, consult with the bearing manufacturer’s application engineering team first — there may be a better solution (such as an adapter sleeve mounting with lighter shaft fit).
How to Measure Clearance
Radial clearance can be measured using:
- Feeler gauge method (production) — insert a feeler gauge between the outer ring and the topmost rolling element. The largest gauge that slides through with light resistance is the clearance value.
- Dial indicator method (precision) — fix the inner ring, mount a dial indicator on the outer ring, push the outer ring to one extreme and zero the indicator, then push to the opposite extreme. The dial reading is the clearance.
- Vibration analysis (installed, in-service) — a bearing running with excessive clearance shows elevated vibration at the fundamental train frequency (FTF). This is an indirect method useful for condition monitoring.
Quick Selection Chart
| Application | Shaft Fit | Max Operating Temp | Recommended Clearance |
|---|---|---|---|
| Small electric motor (IEC 63-132) | k5-k6 | 80°C | C3 |
| Large electric motor (IEC 160+) | m5-m6 | 90°C | C3 or C4 |
| Conveyor pulley | h7 adapter sleeve | 60°C | CN |
| Pump (ambient fluid) | j6-k6 | 50°C | CN or C3 |
| Machine tool spindle | js4-k4 | 40°C | C2 |
| Steel mill work roll | p6-r6 (heavy) | 150°C | C4 |
| Vibrating screen | m6-n6 | 80°C | C3 or C4 |
| Automotive wheel hub | k6-m6 | 90°C | C3 |
Conclusion
Choosing the right internal clearance isn’t complicated once you understand what reduces it during operation: interference fit and thermal expansion. When in doubt between CN and C3, choose C3 for any application with an interference shaft fit or operating temperature above 70°C. The small cost premium for C3 is far cheaper than a premature bearing failure. For application-specific clearance recommendations, contact Boret’s application engineering team.